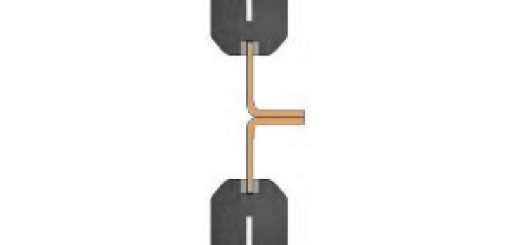
YAPIŞKAN BANTLARDA STATİK KAYMA YAPIŞMASININ TAYİNİ TEST CİHAZI
İLGİLİ STANDARTLAR : TS EN 1943, EN 1943, ASTM D 3654, FCA 9.55368
(TS 7551 eski standart)
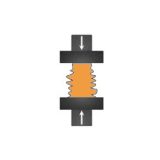
Yapışkan bantlarda statik kayma yapışması

Hızlı Stabilizasyon süresi
Hassas rampa ayarları
Uygulama esnekliği
Bu standart, yapışkan bandın standart test koşulları altında, 23 °C ve 70 °C olmak üzere iki farklı sıcaklık koşulunda uygulandığı belirli bir metal yüzeyden kaymasına neden olmak için gereken kuvveti ölçmek için bir yöntemi belirtir.
KULLANIM :
Çeşitli yüksek sıcaklık yapışkan bant, tıbbi yapışkan bant, yapışkan bant, etiket, kauçuk, Farklı sıcaklıklarda su geçirmez rulo, koruyucu film ve diğer ürünler, (medikal yapışkan bant tutma testi standartlarına uygundur)
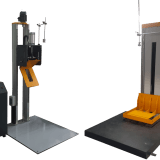
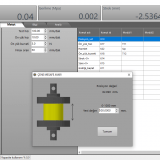
Cihaz, Müşteri talebine göre farklı numune sayılarına göre üretilebilir. En yaygın 10 adet numunelik olan versiyon kullanılmaktadır. Tüm test numuneleri ile eşzamanlı test yapabilmektedir. Dokunamtik gösterge her numunenin ayrı ayrı zaman değerlerini tablo olarak sunar. Kopma değerine ulaşınca değer sabitlenir.
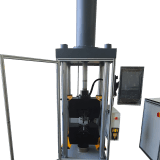
Fırın bölümü aydınlatmalı olduğundan test süreci dışarıdan kolaylıkla gözlemlenebilir.
PLC sistem sayesinde PID sistemlere göre çok daha hassas ve hızlı sıcaklık stabilizasyonu sunar.
Labomak laboratuvar fırınları piyasa ürünlerine göre çok daha hızlı stabilizasyon süresi sağlar. Özellikle kapağı sık sık açıp kapamak zorunda olan müşteriler geç stabilizasyon süresi nedeniyle problem yaşarlar. Aşağıda açıklamaya çalıştığımız ve çok büyük bir özenle programladığımız PLC sistemleri hedef sıcaklığa ulaşma noktasında mükemmel sonuçlar verirler. Özellikle ara ısıtma ve rampa yöntemi ile çalışan müşteriler son derece hızlı ve hassas sıcaklık hedeflerine ulaşırlar. Bu özellik PLC sistemin kalitesi ve ona yüklenen yazılımın yetenekleri ile alakalıdır.
Kabin iç malzemesi Paslanmaz çeliktir. Dış Göve Elektrostatik toz baya ile boyanmıştır. Opsiyonel olarak kauçuk tabla, silindir, farklı kütleler ve numune kesme aparatları da sağlanabilir.
STANDART ÖZELLİKLER
•Numune sayısına göre göre Test ünitesi
•AISI 304 paslanmaz iç kabin
•Ortam sıcaklığı ile 250 °C arası sıcaklık ayarı
•°C veya °F okuma seçeneği
•Dijital PID ısı kontrolü
•Dokunmatik ekran
•80 litreye kabinlerde Max. sıcaklık dalgalanması 0.3 °C
•Ayarlanabilir emniyet termostatı
•Elektrostatik toz boyalı dış gövde
•Hava sirkülasyon fanı ve hava bacası
•Sızdırmaz contalı kabin kapağı
İLAVE ÖZELLİKLER
•USB flaşh bellek ile test sonuçlarını Excele atabilme
•Falcon Pro yazılımı
Harici data loggerlerinizi başka amaçla kullanın. Raporlanması gereken uzun veya kısa süreli Zaman- Sıcaklık değerlerini USB üzerinden kayıt altına alın. Kayıt aralıklarını kendiniz belirleyin.

Modifiye edilebilir, her zaman güncel, ekonomik yedek parça ve servis.

Dokunmatik ekran kolaylığı,
Standart cihazlarda sıcaklık değeri set etmek biraz zaman alır. Genelde menü moduna geçiş yaptıktan sonra, ondalık hane seçilir daha sonra yukarı aşağı tuşları değer atanır. bu işlem her ondalık değer için tekrarlanmak zorundadır. Sık olarak enter tuşu ile set edilmesi ihmal edildiğinden set seğeri hatalı olarak hafızada kalır. Kullanmakta olduğumuz dokunmatik ekranlarda numerik tuş takımından sıcaklık değeri ve diğer parametreler direk olarak set değerlerine yazılır.
PLC Kontrolör nedir
PLC (Programmable Logic Controller) ve PID Kontrol (Proportional-Integral-Derivative Control) endüstriyel otomasyon ve kontrol sistemlerinde sıklıkla kullanılan iki önemli kavramdır. İkisi birlikte, bir kontrol uygulamasının hassasiyetini, istikrarını ve tepki süresini geliştirmeye yardımcı olur.
PLC, endüstriyel süreçlerin otomasyonunu gerçekleştirmek için kullanılan bir tür dijital bilgisayardır. PLC’ler, çeşitli endüstriyel ekipmanları kontrol edebilir ve sürekli olarak girişleri izler ve çıktılara göre çeşitli eylemleri tetikler.
PLC’ler, PID kontrol stratejilerini yürütmek için kullanılan sık kullanılan cihazlardan biridir. Bir PLC, endüstriyel bir ortamda kullanılmak üzere tasarlanmış bir bilgisayardır. Sensörlerden veri alır ve sonra programlanmış lojik fonksiyonları yürüterek eyleme geçirir. İçerdiği PID kontrol stratejisi, PLC tarafından Labomak mühendisleri tarafından programlanır ve yürütülür.
PID Kontrolör nedir?
PID (İngilizce: Proportional Integral Derivative) oransal-integral-türevsel denetleyici kontrol döngüsü yöntemi, endüstriyel kontrol sistemlerinde yaygın olarak kullanılan bir geri besleme denetleyicisi yöntemidir.
Bir PID denetleyici sürekli olarak bir hata değerini, yani amaçlanan sistem durumu ile mevcut sistem durumu arasındaki farkı hesaplar. Denetleyici süreç kontrol girdisini ayarlayarak hatayı en aza indirmeye çalışır.
Geçmişte istatistik değerleri olmayan bir sürecin ve bilginin olmadığı durumlarda, PID denetleyici algoritması tarihsel olarak en iyi denetleyici olarak kabul edilmiştir. PID kontrol algoritması üç parametre ile , özel proseslerin gereksinimleri için kontrol eylemi sağlayabilir. Denetleyicinin tepkisi hatanın denetlenerek yanıtlanması olarak tarif edilebilir.
Geri besleme döngüsü içinde bir PID denetleyici. r(t) amaçlanan sistem durumu, y(t) ölçülmüş mevcut sistem durumudur.
PID algoritması hata değerini azaltmak için üç ayrı sabit parametreyi kontrol eder, bu sebeple bazen üç aşamalı kontrol olarak adlandırılır: oransal, P ile gösterilir; integral I ile gösterilir; türev değerleri, D ile gösterilir. Sezgisel olarak, bu değerler mevcut değişim göz önüne alınarak zaman açısından şu şekilde yorumlanabilir; Burada “Hata” sıcaklık sapması olarak düşünülebilir
P mevcut hataya bağlıdır,
I geçmiş hataların toplamıdır
D gelecekteki hataların bir tahminidir.
Bu üç eylemin ağırlıklı toplamı yoluyla kontrol edilen süreç istenilen seviyeye ayarlamak için kullanılır.
PID denetleyici sürekli olarak bir hata değerini hesaplamaktadır. Amaçlanan durum ile ölçülen durum arasındaki farktır. Denetleyici oransal, integral, ve türevsel terimleri içeren bir düzeltme uygular. Bu düzeltme, bir kontrol değişkenini ayarlayarak hatayı en aza indirgemeyi amaçlar